
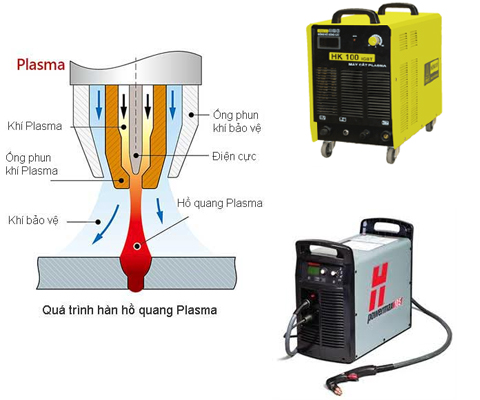
8 Lỗi Thường Gặp Khi Sử Dụng Máy Cắt Plasma
Với nhiều năm kinh nghiệm cung cấp, phân phối, sửa chữa các dòng máy cắt plasma đến từ nhiều hãng khác nhau như Hypertherm, Weldtec hay Jasic hôm nay chúng tôi xin phân tích tới các bạn những lỗi hay gặp khi dùng máy cắt plamsa và cách khắc phục. Cùng theo dõi “8 Lỗi Thường Gặp Khi Sử Dụng Máy Cắt Plasma” để biết chi tiết hơn nhé!
Một người có kinh nghiệm nhiều năm sử dụng máy hàn cắt plasma biết cách bảo trì và kéo dài tuổi cho cho máy cắt đáng kể. Có thể tiết kiệm thời gian làm việc, nâng cao hiệu suất công việc nhiều hơn thu về lợi nhuận lớn cho doanh nghiệp.
Với nhiều năm kinh nghiệm cung cấp, phân phối, sửa chữa các dòng máy cắt plasma đến từ nhiều hãng khác nhau như Hypertherm, Weldtec hay Jasic hôm nay chúng tôi xin phân tích tới các bạn những lỗi hay gặp khi dùng máy cắt plamsa và cách khắc phục. Cùng theo dõi “8 Lỗi Thường Gặp Khi Sử Dụng Máy Cắt Plasma” để biết chi tiết hơn nhé!
Với nhiều năm kinh nghiệm cung cấp, phân phối, sửa chữa các dòng máy cắt plasma đến từ nhiều hãng khác nhau như Hypertherm, Weldtec hay Jasic hôm nay chúng tôi xin phân tích tới các bạn những lỗi hay gặp khi dùng máy cắt plamsa và cách khắc phục. Cùng theo dõi “8 Lỗi Thường Gặp Khi Sử Dụng Máy Cắt Plasma” để biết chi tiết hơn nhé!
8 Lỗi Thường Gặp Khi Sử Dụng Máy Cắt Plasma
1. Sử dụng phụ kiện cho đến khi hỏng mới thay
Sử dụng phụ kiện quá hao mòn ngoài việc chất lượng gia công bị giảm đi thì nó còn là nguyên nhân làm hỏng mỏ và thời gian dừng khi làm việc. Bạn có thể nhìn vào phụ kiện hỏng đã thay thế bạn sẽ thấy khá nhiều bộ phận liên quan bị ảnh hưởng.
Người vận hành có kinh nghiệm sẽ nhận biết được sự hao mòn của phụ kiện thông qua âm thanh phát ra, màu sắc hồ quang hay chiều cao của mỏ. Nhưng cách để phát hiện ra dễ dàng hơn đó là kiểm tra định kỳ cường độ dòng điện, vật liệu. Khi đã sử dụng một thời gian thì người vận hành sẽ biết khi nào nên sửa, thay thế phụ kiện mới để giảm nguy cơ có thể xảy ra.

2. Thay đổi phụ kiện quá sớm
Ngược lại hoàn toàn với việc lạm dụng sử dụng khi phụ kiện hao mòn đó là chúng ta thay thế phụ kiện quá sớm. Phụ kiện sử dụng sau một số giờ người vận hành nên kiểm tra độ tiêu chuẩn của phụ kiện, mức độ hao mòn của chúng.
Kiểm tra xem bép cắt có bị vết cắt trong hay ngoài? Vòng đệm còn không? Và từ đó để biết có cần thay thế phụ kiện mới hay không. Nếu không thì chúng ta vẫn sử dụng bình thường.
Kiểm tra xem bép cắt có bị vết cắt trong hay ngoài? Vòng đệm còn không? Và từ đó để biết có cần thay thế phụ kiện mới hay không. Nếu không thì chúng ta vẫn sử dụng bình thường.

Hoặc kiểm tra điện cực xem phần hafnium giữa điện cực còn không thể thay thế kịp thời.
Tiếp đó là vòng xoáy khí, chụp bảo vệ nên thay nếu có vết bẩn, mỡ trong lỗ hay vết nứt, cháy nổ hoặc bị mòn thì nên thay thế hay có dấu hiệu hư hỏng. Với chụp bảo vệ thường chỉ cần làm sạch các xỉ kim loại là có thể dùng tiếp được rồi.
3. Cài đặt sai thông số và sử dụng sai phụ kiện
Không phải sử dụng phụ kiện nào cũng được mà chúng ta cần phải chọn phụ kiện hợp với kim loại cần cắt. Sổ tay vận hành đi kèm với hệ thống plasma sẽ giúp bạn biết được nên chọn phụ kiện nào là phù hợp.
Việc dùng phụ kiện không đúng dễ làm giảm tuổi thọ của máy cắt plasma và chất lượng cắt. Bên cạnh đó cần phải lưu ý thời gian vận hành đảm bảo đúng cường độ của phụ kiện.
Để đạt chất lượng tốt và kéo dài được tuổi thọ của máy khi cường độ dòng điện đạt 95% của chỉ số bép cắt. Nếu điện yếu, mạch cắt sẽ rất xấu cao quá thì dễ hỏng bép cắt.
Việc dùng phụ kiện không đúng dễ làm giảm tuổi thọ của máy cắt plasma và chất lượng cắt. Bên cạnh đó cần phải lưu ý thời gian vận hành đảm bảo đúng cường độ của phụ kiện.
Để đạt chất lượng tốt và kéo dài được tuổi thọ của máy khi cường độ dòng điện đạt 95% của chỉ số bép cắt. Nếu điện yếu, mạch cắt sẽ rất xấu cao quá thì dễ hỏng bép cắt.

Cài đặt sai thông số cho máy cắt plasma
4. Lắp ráp không đúng cách
Phụ kiện trong mỏ cắt cần đảm bảo lắp ráp chính xác, khít với nhau để khả năng tiếp xúc điện tốt và dòng khí chạy chính xác hơn. Khi bạn đổi phụ kiện, nên giữ vật liệu tiêu hao tại nơi sạch sẽ tránh bụi bẩn hay bụi kim loại làm bẩn mỏ.
Khi lắp mỏ phải sạch nhưng yếu tố này thường bị mọi người bỏ qua. Khi bôi trơn vòng O-ring nên sử dụng vừa đủ quá nhiều dễ làm tắc ngẽn và bẩn mỏ.
Khi lắp mỏ phải sạch nhưng yếu tố này thường bị mọi người bỏ qua. Khi bôi trơn vòng O-ring nên sử dụng vừa đủ quá nhiều dễ làm tắc ngẽn và bẩn mỏ.
5. Không bảo trì thường xuyên
Tuổi thọ của mỏ cắt được kéo dài hàng tháng hoặc hàng năm nếu chúng ta biết cách bảo trì hợp lý. Giữ ren của mỏ luôn sạch và kiểm tra lại rãnh tìm chất bẩn hư hại và loại bỏ chúng. Làm sạch bụi bẩn, bụi kim loại hay chất bôi trơn dư thừa bằng cách dùng miếng gạc bông và chất làm sạch.

Lắp ráp và bảo trì máy cắt plasma không thường xuyên
6. Không kiểm tra lưu lượng khí và dung dịch làm mát
Việc kiểm tra áp suất, lưu lượng khí và dung dịch làm mát mỗi ngày để bổ xung cho phù hợp. Nếu không đủ, phụ kiện dễ bị hỏng không làm mát và giảm tuổi thọ của may cat plasma đáng kể. Với dung dịch làm mát bị thiếu sẽ làm mòn máy bơm, bộ lọc tắc, dung dịch làm mát thấp…là nguyên nhân chính làm lỗi hệ thống.
Áp lực khí vô cùng quan trọng để duy trì hồ quang, áp suất cao dễ xảy ra lỗi khởi động máy khi mà mỏ cắt không khởi tạo hồ quang được mà các điều kiện khác đều hoạt động bình thường.
Nhưng nếu nhiều áp lực khí cũng khiến cho điện cực nhanh hỏng, nguồn cấp khí phải giữ sạch tránh giảm tuổi thọ phụ kiện và mỏ. Nhất là hệ thống khi nén dễ bị dầu, hơi ẩm làm nhiễm bẩn.
Áp lực khí vô cùng quan trọng để duy trì hồ quang, áp suất cao dễ xảy ra lỗi khởi động máy khi mà mỏ cắt không khởi tạo hồ quang được mà các điều kiện khác đều hoạt động bình thường.
Nhưng nếu nhiều áp lực khí cũng khiến cho điện cực nhanh hỏng, nguồn cấp khí phải giữ sạch tránh giảm tuổi thọ phụ kiện và mỏ. Nhất là hệ thống khi nén dễ bị dầu, hơi ẩm làm nhiễm bẩn.
Kiểm tra lưu lượng khí plasma và dung dịch làm mát
7. Đánh thủng quá thấp
Khoảng cách giữa phôi và đầu mỏ là yếu tố quan trọng cho cả chất lượng cắt và tuổi thọ của các chi tiết. Những thay đổi nhỏ về khoảng cách mỏ cũng có thể ảnh hưởng tới góc cắt.
Chiều cao mỏ cắt trong quá trình đánh thủng vô cùng quan trọng. Lỗi người dùng hay gặp phải đó là đánh thủng quá thấp làm kim loại nóng chảy bắn tóe ra phía trước phép cắt và chụp bảo vệ.
Thậm chí, dòng hồ quang có thể bị tắt khi mỏ đánh tuhngr tại điểm chạm kim loại hoặc kéo dọc bề mặt khi cắt. Nếu hồ quang tắt, bộ phận tiêu hao và mỏ cắt cũng có thể bị phá hủy. Nên đánh thủng ở chiều cao từ 1,5 tới 2 lần chiều cao cắt khuyến cáo.
Chiều cao mỏ cắt trong quá trình đánh thủng vô cùng quan trọng. Lỗi người dùng hay gặp phải đó là đánh thủng quá thấp làm kim loại nóng chảy bắn tóe ra phía trước phép cắt và chụp bảo vệ.
Thậm chí, dòng hồ quang có thể bị tắt khi mỏ đánh tuhngr tại điểm chạm kim loại hoặc kéo dọc bề mặt khi cắt. Nếu hồ quang tắt, bộ phận tiêu hao và mỏ cắt cũng có thể bị phá hủy. Nên đánh thủng ở chiều cao từ 1,5 tới 2 lần chiều cao cắt khuyến cáo.
Cách lắp đặt và sử dụng máy cắt plasma Jasic CUT80 L205 hiệu quả
8. Cắt quá nhanh hoặc quá chậm
Chất lượng cắt sẽ bị ảnh hưởng nếu cắt quá nhanh hoặc quá nhậm. Cắt chậm, mảnh cắt sẽ có xỉ và tích tụ dọc theo cạnh dưới mạch cắt hoặc làm mạch cắt lớn bắn tóe lên tấm kim loại.
Cắt nhanh quá hồ quang lùi lại trong mạch cắt làm cạnh vát, độ bù mạch cắt hẹp và xỉ nhỏ cứng dọc theo cạnh dưới của mạch cắt. Xỉ sinh ra do tốc độ cắt rất khó loại bỏ. Bởi vậy mà chúng ta cần phải có tốc độ cắt chính xác, tạo xỉ ít nhất, mạch cắt sạch, đường cắt đều và đẹp.
Các lỗi mà chúng tôi liệt kê tưởng chừng như bình thường nhưng lại ảnh hưởng khá lớn tới năng suất, hiệu quả làm việc. Hi vọng qua bài viết này bạn có thể tham khảo khắc phục và có thể đưa ra cho mình được phương pháp cắt hợp lý nhất nhé.
Nếu trong quá trình tìm hiểu bạn còn thắc mắc hoặc muốn được tư vấn mua máy thì có thể liên hệ với Siêu thị Hải Minh. Bên cạnh máy cắt plasma chúng tôi còn cung cấp và phân phối các dòng sản phẩm máy móc khác như may cat sat, máy cắt nhôm, máy hàn...truy cập Sieuthihaiminh.vn để biết thêm chi tiết.
Cắt nhanh quá hồ quang lùi lại trong mạch cắt làm cạnh vát, độ bù mạch cắt hẹp và xỉ nhỏ cứng dọc theo cạnh dưới của mạch cắt. Xỉ sinh ra do tốc độ cắt rất khó loại bỏ. Bởi vậy mà chúng ta cần phải có tốc độ cắt chính xác, tạo xỉ ít nhất, mạch cắt sạch, đường cắt đều và đẹp.
Các lỗi mà chúng tôi liệt kê tưởng chừng như bình thường nhưng lại ảnh hưởng khá lớn tới năng suất, hiệu quả làm việc. Hi vọng qua bài viết này bạn có thể tham khảo khắc phục và có thể đưa ra cho mình được phương pháp cắt hợp lý nhất nhé.
Nếu trong quá trình tìm hiểu bạn còn thắc mắc hoặc muốn được tư vấn mua máy thì có thể liên hệ với Siêu thị Hải Minh. Bên cạnh máy cắt plasma chúng tôi còn cung cấp và phân phối các dòng sản phẩm máy móc khác như may cat sat, máy cắt nhôm, máy hàn...truy cập Sieuthihaiminh.vn để biết thêm chi tiết.











.jpg)







