
Cách xử lý khi mối hàn ống hdpe bị rỉ nước dù đã hàn đúng
Mối hàn ống HDPE bị rỉ nước dù hàn đúng? Nguyên nhân và cách xử lý triệt để giúp thợ thi công khắc phục nhanh, tránh thất thoát áp lực và hư hỏng đường ống.
Mối hàn HDPE bị rò nước dù đã hàn đúng là tình huống khiến nhiều thợ thi công lúng túng khi không hiểu vì sao mối hàn vẫn xì nước. Vấn đề này nếu không xử lý kịp sẽ dẫn đến thất thoát áp lực và hư hỏng cả tuyến ống. Bài viết dưới đây sẽ giúp bạn hiểu rõ nguyên nhân và cách khắc phục triệt để như một chuyên gia.

1. Tại sao mối hàn ống HDPE có thể rỉ nước dù đã hàn đúng quy trình?
Rất nhiều công trình sử dụng ống HDPE vì tính bền, chịu ăn mòn, chống oxi hóa. Tuy nhiên, ngay cả khi kỹ thuật viên áp dụng đúng quy trình hàn, vẫn có thể xảy ra tình trạng rò rỉ. Nguyên nhân chính xuất phát từ các yếu tố vật lý, kỹ thuật và môi trường:
1.1 Sai số nhiệt hoặc phân phối nhiệt không đều
Trong hàn butt-fusion (hàn về đầu), việc nung đầu ống quá nóng hoặc quá lạnh, hoặc nhiệt không đều dọc bề mặt có thể khiến nhựa không chảy đều, dẫn đến kết nối không kín, tạo các “vết yếu” trong mối hàn.
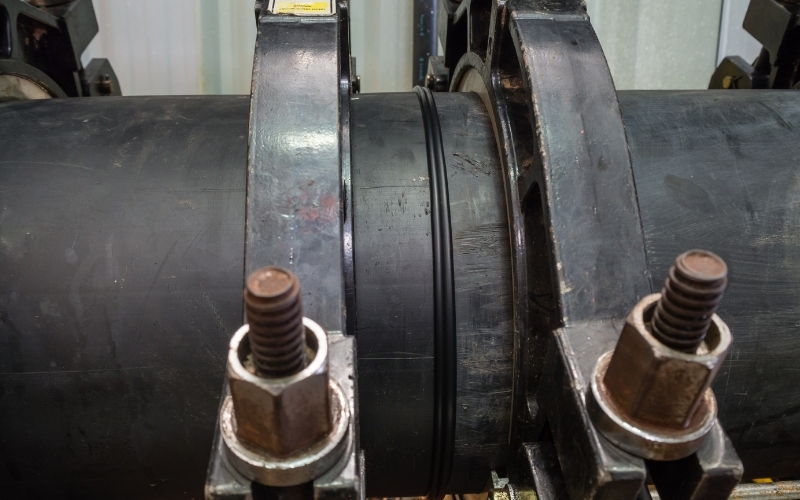
1.2 Căn chỉnh ống không chính xác hoặc lực ép không đều
Nếu hai đầu ống không đồng tâm, lệch trục, hoặc lực ép không đủ/không đều, mối hàn sẽ bị stress, dễ rạn nứt dưới áp lực hoặc co giãn sau khi đưa vào sử dụng.
Chất lượng ống HDPE kém, nhựa không đồng đều, tạp chất hoặc tái sinh: Vật liệu không đạt tiêu chuẩn dễ dẫn đến cấu trúc yếu, giảm độ bám dính khi hàn, khiến mối hàn dễ bị rò rỉ dưới áp lực. Một số nhà máy có thể không kiểm soát tốt phẩm chất ống, gây ra “lỗi vật liệu” dù kỹ thuật thi công đúng.
Chất lượng ống HDPE kém, nhựa không đồng đều, tạp chất hoặc tái sinh: Vật liệu không đạt tiêu chuẩn dễ dẫn đến cấu trúc yếu, giảm độ bám dính khi hàn, khiến mối hàn dễ bị rò rỉ dưới áp lực. Một số nhà máy có thể không kiểm soát tốt phẩm chất ống, gây ra “lỗi vật liệu” dù kỹ thuật thi công đúng.
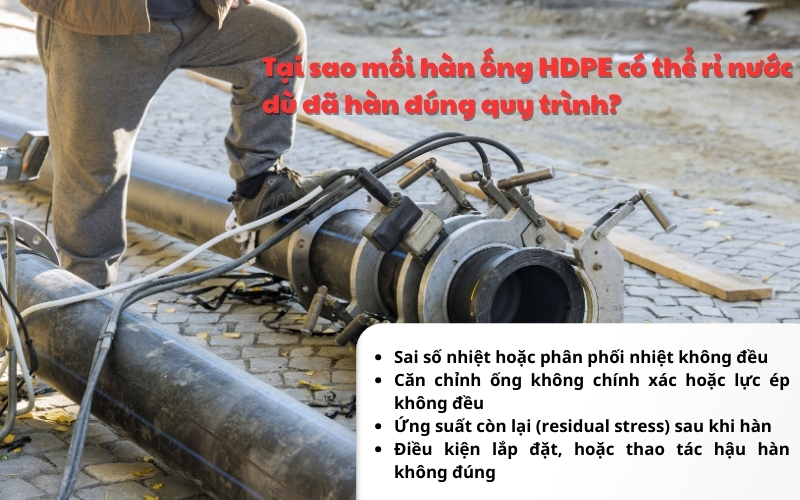
1.3 Ứng suất còn lại (residual stress) sau khi hàn
Khi mối hàn HDPE nguội lại sau khi hàn, bên trong nó có thể bị “kẹt” một lực căng mà mắt thường không thấy. Lực này xuất hiện nếu nhiệt độ hàn, thời gian nung hoặc lực ép không chuẩn.
Bạn có thể hình dung: giống như uốn cong một thanh nhựa rồi ép nó thẳng lại, bên trong vẫn còn lực muốn “bật ngược” ra. Nếu lực này tồn tại trong mối hàn, theo thời gian nó sẽ làm mối nối yếu dần, dễ rò nước hoặc xuất hiện vết nứt nhỏ dù ban đầu nhìn rất đẹp và kín.
Bạn có thể hình dung: giống như uốn cong một thanh nhựa rồi ép nó thẳng lại, bên trong vẫn còn lực muốn “bật ngược” ra. Nếu lực này tồn tại trong mối hàn, theo thời gian nó sẽ làm mối nối yếu dần, dễ rò nước hoặc xuất hiện vết nứt nhỏ dù ban đầu nhìn rất đẹp và kín.
1.4 Điều kiện lắp đặt, hoặc thao tác hậu hàn không đúng
Sau hàn, nếu lấp ống ngay mà chưa thực sự nguội, hoặc lắp đặt trên nền đất không ổn định, chịu rung lắc, áp lực đất, nhiệt độ chênh lệch, dù mối hàn nhìn có vẻ ổn, vẫn có thể nứt dần theo thời gian.
2. Dấu hiệu nhận biết mối hàn HDPE bị rò rỉ
Việc phát hiện sớm mối hàn rò rỉ giúp bạn xử lý kịp thời, tránh thiệt hại lớn hơn. Một số dấu hiệu cảnh báo thường gặp:
- Có giọt nước nhỏ li ti hoặc ẩm ướt quanh mối hàn khi hệ thống vận hành. Nước có thể xuất hiện ngay sau khi bơm áp hoặc sau một thời gian sử dụng.
- Áp lực hệ thống giảm dần sau khi chạy thử, kiểm tra không thấy thủng thân ống, báo hiệu rò rỉ từ mối nối.
- Khi sục áp hoặc test áp lực, xuất hiện tiếng rít nhỏ, bọt khí hoặc bọt xà phòng quanh mối hàn, đó là nơi nước đang thoát ra.
- Trong các hệ thống chìm hoặc dưới đất, có thể xuất hiện vết ẩm loang, sụt đất, đất xung quanh rải rác nước, dấu hiệu mối hàn đang xì mà không nhìn thấy rõ.
- Những dấu hiệu này cần được coi là cảnh báo nghiêm túc để kiểm tra và xử lý ngay, tránh tình trạng rò rỉ lan rộng.
3. Cách xử lý mối hàn ống HDPE bị rỉ nước dù đã hàn đúng
Khi phát hiện rò rỉ, bạn nên xử lý theo một quy trình rõ ràng, tránh xử lý “bắt chước” không chuyên. Dưới đây là các bước cơ bản dùng máy hàn ống HDPE:
3.1 Kiểm tra lại áp lực đường ống và khoanh vùng rò rỉ
Đầu tiên, cần ngưng vận hành hệ thống, xả áp lực và thực hiện kiểm tra hệ thống:
- Sử dụng máy bơm test áp để tạo áp lực thử (theo áp làm việc gấp 1.5–2 lần để kiểm tra độ kín), quan sát mối hàn.
- Dùng dung dịch xà phòng pha loãng bôi quanh mối hàn, nếu có bọt khí nổi lên, đó chính là điểm bị rò. Với những vị trí khó quan sát, có thể dùng phương pháp dò không phá hủy hiện đại như que dò, theo nghiên cứu mới nhất, phương pháp này phát hiện nứt, lỗ, tạp chất trong mối butt-fusion rất hiệu quả.
- Đánh dấu chính xác vị trí rò, chừa khoảng làm việc hợp lý, tránh đào lan rộng, gây hư hại thêm đoạn ống khác.
3.2 Đánh giá chất lượng mối hàn hiện tại
Trước khi quyết định sửa hay hàn lại, cần đánh giá tổng thể:
- Kiểm tra gờ hàn: gờ hàn nên đều, có bead rõ ràng, không bị cháy khét hoặc nhựa bị biến chất. Gờ không đều hoặc lệch trục là dấu hiệu hàn sai.
- Kiểm tra độ thẳng trục ống: nếu hai ống không đồng tâm, mối hàn dễ bị stress khi thực tế vận hành nên đo lại, chỉnh lại trục nếu cần.
- Xem xét chất lượng ống HDPE: nếu ống có dấu hiệu mềm, biến dạng, màu không đồng đều, hoặc nghi ngờ vật liệu tái sinh, nên nghi ngờ ngay và cân nhắc thay thế.
- Kiểm tra xem máy hàn có được bảo dưỡng, hiệu chuẩn đúng định kỳ hay không, nhiều lỗi rò do máy hàn bị lệch nhiệt, lực ép không đều.
- Nếu sau đánh giá thấy mối hàn hiện tại có khuyết tật, yếu tốt nhất nên thực hiện hàn lại, không nên tiếp tục sử dụng.

3.3 Quy trình xử lý ống HDPE theo từng tình huống
Tuỳ theo mức độ và nguyên nhân rò, có thể áp dụng các giải pháp sau:
3.3.1 Trường hợp rò nhẹ, nhỏ, mối hàn chưa hư hỏng rõ
Nếu rò nhẹ, chưa phát hiện nứt lớn, có thể sử dụng biện pháp tạm thời như clamp siết tạm hoặc bọc ống bằng băng keo chuyên dụng, sleeve để hạn chế rò, giúp công trình không bị dừng hoàn toàn. Các biện pháp này được đề cập như một cách sửa chữa đường ống HDPE rò rỉ tạm thời.
Tuy vậy, đây chỉ là giải pháp khắc phục tạm cần theo dõi kỹ, nếu áp lực ổn định trong 24–48h vẫn duy trì thì nên tiến hành hàn lại để đảm bảo an toàn lâu dài.
Tuy vậy, đây chỉ là giải pháp khắc phục tạm cần theo dõi kỹ, nếu áp lực ổn định trong 24–48h vẫn duy trì thì nên tiến hành hàn lại để đảm bảo an toàn lâu dài.
3.3.2 Trường hợp mối hàn có khuyết tật lớn hoặc nghi ngờ lỗi hàn
Quy trình sửa chữa đúng nên như sau:
- Cắt bỏ hoàn toàn đoạn mối hàn lỗi.
- Làm sạch và cạo bề mặt đầu ống, đảm bảo không còn bụi, tạp chất, oxi hóa.
- Kiểm tra lại trục ống, căn chỉnh chính xác, cố định chắc trước khi hàn.
- Thực hiện hàn lại bằng máy hàn ống HDPE theo tiêu chuẩn nhà sản xuất đảm bảo nhiệt độ, lực ép và thời gian đúng, kiểm soát bead hàn.
- Để ống nguội hoàn toàn, sau đó test áp lực (áp thử 1.5–2 lần áp làm việc), quan sát tối thiểu 24h trước khi đưa vào vận hành.
3.3.4 Trường hợp ống kém chất lượng hoặc vật liệu không đạt
Nếu sau kiểm tra vật liệu bạn phát hiện ống HDPE có dấu hiệu tái sinh, biến dạng, mềm quá mức thì tốt nhất nên thay toàn bộ đoạn ống bằng ống HDPE chuẩn, đảm bảo đạt tiêu chuẩn quốc tế. Việc hàn lại trên ống kém chất lượng gần như không đảm bảo độ kín lâu dài.
4. Sai lầm phổ biến khiến mối hàn HDPE dễ rỉ nước
Trong thực tế thi công hoặc bảo trì, nhiều đơn vị gặp phải các “lỗi thường gặp khi hàn HDPE”, bao gồm:
- Hàn mà không làm sạch bề mặt trước đó như bụi, dầu, oxi hóa khiến mối hàn kết dính kém.
- Căn chỉnh ống không đồng tâm, lệch trục, hoặc không cố định chắc dẫn đến áp lực không đều, dễ rò khi vận hành.
- Nhiệt độ hàn không kiểm soát, quá nóng hoặc quá lạnh, gây “cold weld” (kết nối không hoàn toàn) hoặc hàn quá nhiệt làm biến chất nhựa.
- Không test áp lực đúng tiêu chuẩn sau khi hàn, nhiều lỗi rò được phát hiện chỉ sau khi hệ thống vận hành.
- Bỏ qua bảo trì, kiểm tra định kỳ thiết bị hàn, máy móc lâu ngày dễ lệch chuẩn, đĩa cạo, canh tâm mòn, dễ gây lỗi mối hàn.
- Những sai lầm này cộng hưởng sẽ làm tăng nguy cơ rỉ nước, dù thi công “đúng quy trình” theo cảm quan.

5. Quy trình hàn ống HDPE đúng chuẩn để không bị rỉ nước
Để tránh rủi ro rò rỉ, bạn nên tuân thủ một quy trình hàn nghiêm ngặt, đảm bảo mọi yếu tố kỹ thuật được kiểm soát:
- Chuẩn bị ống và bề mặt: làm sạch bụi, dầu, oxi hóa; cạo phẳng đầu ống trước khi hàn; kiểm tra vật liệu đảm bảo đạt tiêu chuẩn vật liệu HDPE.
- Căn chỉnh ống chính xác, cố định chắc chắn: dùng jig hoặc thiết bị canh tâm, đảm bảo hai đầu ống đồng trục, không bị lệch hoặc xiên.
- Cài đặt máy hàn đúng “tiêu chuẩn hàn nhiệt ống HDPE”: nhiệt độ, lực ép, thời gian nung và ép theo đúng thông số của nhà sản xuất và đường kính ống; máy hàn phải được bảo trì, hiệu chuẩn định kỳ.
- Hàn và kết nối: thực hiện butt-fusion hoặc mối nối phù hợp; đảm bảo bead hàn đều, đầu ống chảy đều, không méo, không biến dạng.
- Cho nguội và test áp lực: để mối hàn nguội hoàn toàn trước khi test; test áp lực thường gấp 1.5–2 lần áp làm việc; theo dõi ít nhất 24–48 giờ để đảm bảo không rò trước khi lấp ống hoặc đưa vào vận hành.
- Kiểm tra định kỳ & bảo trì: nếu hệ thống lâu ngày, nên kiểm tra mối hàn, áp lực, nhìn dấu ẩm; dùng phương pháp kiểm tra không phá hủy (ví dụ probe sóng vi ba, siêu âm) để phát hiện vết nứt tiềm ẩn trước khi chúng trở thành sự cố lớn.
>>> Xem thêm: 5 lỗi máy hàn ống hdpe thường gặp, cách khắc phục
Mối hàn HDPE rỉ nước dù đã hàn đúng thường bắt nguồn từ sai số kỹ thuật nhỏ nhưng hậu quả lại rất lớn nếu không xử lý kịp thời. Hiểu đúng nguyên nhân và làm đúng quy trình sẽ giúp bạn khắc phục triệt để và ngăn sự cố lặp lại.
Đừng quên theo dõi website để nhận thêm nhiều hướng dẫn kỹ thuật hữu ích và cập nhật mới nhất về thi công ống HDPE!



![[Hướng dẫn] Cách lắp đặt máy hàn ống mới mua chi tiết từng bước](https://huongdansudung.com.vn/upload/images/may-han-ong-nhua/300x196/1/cach-lap-dat-may-han-ong-moi-mua.jpg)











.jpg)


.png)
